1. ڪرشر مضبوط ۽ غير معمولي وائبريشن جو تجربو ڪري ٿو.
سبب: وائبريشن جو سڀ کان عام سبب ٽرن ٽيبل جي عدم توازن جي ڪري آهي، جيڪو هيمر بليڊن جي غلط انسٽاليشن ۽ ترتيب جي ڪري ٿي سگهي ٿو؛ هيمر بليڊ سخت خراب آهن ۽ بروقت طريقي سان تبديل نه ڪيا ويا آهن؛ ڪجهه هيمر جا ٽڪرا ڦاسي پيا آهن ۽ آزاد نه ٿيا آهن؛ روٽر جي ٻين حصن کي نقصان وزن جي عدم توازن جو سبب بڻجندو آهي. وائبريشن جو سبب بڻجندڙ ٻيا مسئلا شامل آهن: راند جي ڪري اسپنڊل جي خرابي؛ سخت بيئرنگ لباس نقصان جو سبب بڻجي سگهي ٿو؛ ڍلو فائونڊيشن بولٽ؛ هيمر جي رفتار تمام گهڻي آهي.
حل: صحيح ترتيب ۾ هيمر بليڊ کي ٻيهر انسٽال ڪريو؛ هيمر بليڊ کي تبديل ڪريو ته جيئن هيمر بليڊ جو وزن 5 گرام کان وڌيڪ نه هجي؛ انسپيڪشن کي پاور آف ڪريو، هيمر کي هٿ ۾ کڻو ته جيئن ڦاسي ويل ٽڪري کي عام طور تي گھمايو وڃي؛ ٽرن ٽيبل جي خراب ٿيل حصن کي تبديل ڪريو ۽ ان کي متوازن ڪريو؛ اسپنڊل کي سڌو ڪريو يا تبديل ڪريو؛ بيئرنگ کي تبديل ڪريو؛ فائونڊيشن بولٽس کي مضبوطيءَ سان بند ڪريو؛ گردش جي رفتار کي گھٽايو.
2. ڪرشر آپريشن دوران غير معمولي شور ڪندو آهي
سبب: ڌاتو ۽ پٿر جهڙيون سخت شيون ڪرشنگ چيمبر ۾ داخل ٿين ٿيون؛ مشين اندر ڍِلا يا الڳ ٿيل حصا؛ هتھوڙو ٽٽي پيو ۽ ڪري پيو؛ هتھوڙي ۽ ڇني جي وچ ۾ خال تمام ننڍو آهي.
حل: چڪاس لاءِ مشين کي روڪيو. پرزا سخت ڪريو يا تبديل ڪريو؛ ڪرشنگ چيمبر مان سخت شيون ڪڍو؛ ٽٽل هامر جي ٽڪري کي تبديل ڪريو؛ هامر ۽ ڇني جي وچ ۾ صفائي کي ترتيب ڏيو. عام اناج لاءِ بهترين صفائي 4-8 ملي ميٽر آهي، ۽ پٽي لاءِ، اهو 10-14 ملي ميٽر آهي.
3. بيئرنگ گهڻو گرم آهي، ۽ ڪرشنگ مشين ڪيسنگ جو گرمي پد تمام گهڻو آهي.
سبب: بيئرنگ کي نقصان يا ڪافي لوبريڪٽنگ آئل نه هجڻ؛ بيلٽ تمام تنگ آهي؛ گهڻو کاڌو کارائڻ ۽ ڊگهي عرصي تائين اوورلوڊ ڪم.
حل: بيئرنگ کي تبديل ڪريو؛ لوبريڪٽنگ آئل شامل ڪريو؛ بيلٽ جي تنگي کي ترتيب ڏيو (ٽرانسميشن بيلٽ جي وچ کي پنهنجي هٿ سان دٻايو ته جيئن 18-25 ملي ميٽر جي آرڪ اوچائي پيدا ٿئي)؛ فيڊنگ جي مقدار گھٽايو.
4. فيڊ انليٽ تي الٽي هوا
سبب: پنکڙي ۽ پهچائڻ واري پائپ لائن ۾ رڪاوٽ؛ ڇلڻ جي سوراخن ۾ رڪاوٽ؛ پائوڊر ٿيلهو تمام گهڻو ڀريل يا تمام ننڍو آهي.
حل: چيڪ ڪريو ته ڇا پنکڙو تمام گهڻو خراب آهي؛ ڇني جا سوراخ صاف ڪريو؛ وقت تي پائوڊر گڏ ڪرڻ واري ٿيلهي کي خارج ڪريو يا تبديل ڪريو.
5. خارج ٿيڻ جي رفتار تمام گهٽجي وئي آهي
سبب: هيمر بليڊ سخت خراب آهي؛ ڪرشر جي اوور لوڊنگ سبب بيلٽ سلپ ٿي ويندي آهي ۽ نتيجي ۾ روٽر جي رفتار گهٽ ٿيندي آهي؛ ڇلڻ جي سوراخن ۾ رڪاوٽ؛ هٿوڙي ۽ ڇلڻ جي وچ ۾ خال تمام وڏو آهي؛ غير برابر فيڊنگ؛ ڪافي سپورٽنگ پاور نه هجڻ.
حل: هيمر بليڊ کي تبديل ڪريو يا ٻئي ڪنڊ تي سوئچ ڪريو؛ لوڊ گھٽايو ۽ بيلٽ ٽينشن کي ترتيب ڏيو؛ ڇني جا سوراخ صاف ڪريو؛ هٿوڙي ۽ ڇني جي وچ ۾ خال کي مناسب طريقي سان گھٽايو؛ هڪجهڙو کاڌو کارائڻ؛ هاءِ پاور موٽر کي تبديل ڪريو.
6. تيار ٿيل پراڊڪٽ تمام ٿلهو آهي
سبب: ڇلڻ جا سوراخ سخت خراب يا خراب آهن؛ ميش جا سوراخ ڇلڻ واري هولڊر سان مضبوطيءَ سان ڳنڍيل نه آهن.
حل: اسڪرين ميش کي تبديل ڪريو؛ ڇني جي سوراخن ۽ ڇني هولڊر جي وچ ۾ فرق کي ترتيب ڏيو ته جيئن مضبوط فٽ ٿئي.
7. بيلٽ جو وڌيڪ گرم ٿيڻ
سبب: بيلٽ جي غلط تنگي.
حل: بيلٽ جي تنگي کي ترتيب ڏيو.
8. هيمر بليڊ جي سروس لائف ننڍي ٿي ويندي آهي
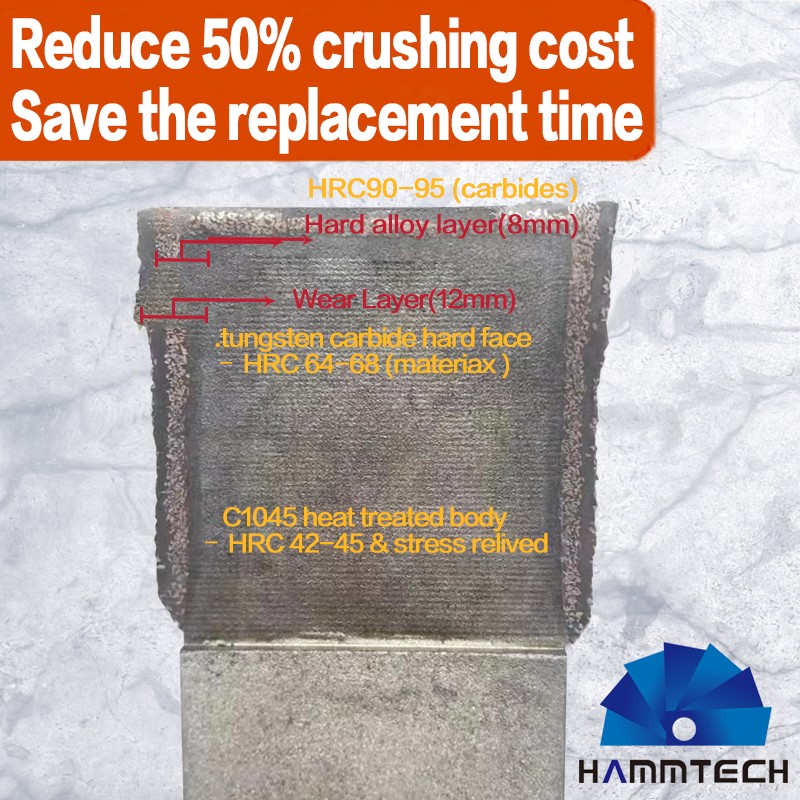
سبب: مواد ۾ نمي جي مقدار وڌيڪ هجڻ ڪري ان جي طاقت ۽ سختي وڌي ٿي، جنهن ڪري ان کي ڪٽڻ وڌيڪ ڏکيو ٿي پوي ٿو؛ مواد صاف نه آهن ۽ سخت شين سان مليل آهن؛ هٿوڙي ۽ ڇني جي وچ ۾ فرق تمام ننڍو آهي؛ هٿوڙي جي بليڊ جو معيار تمام خراب آهي.
حل: مواد جي نمي جي مقدار کي 5٪ کان وڌيڪ نه ڪنٽرول ڪريو؛ مواد ۾ نجاست جي مواد کي ممڪن حد تائين گھٽ ڪريو؛ ھٿيار ۽ ڇني جي وچ ۾ صفائي کي مناسب طريقي سان ترتيب ڏيو؛ اعليٰ معيار جي لباس مزاحمتي ھٿيار جا ٽڪرا استعمال ڪريو، جيئن نائي جا ٽي اعليٰ مصر جا ھٿيار جا ٽڪرا.
پوسٽ جو وقت: فيبروري-28-2025